927930,00 ₴ шт
1 в наявності (може бути зарезервовано)
Токарний верстат CORMAK 500×1000 – це металообробне обладнання середнього класу, розраховане на обробку заготовок довжиною до 1000 мм та діаметром до 500 мм. Виконує зовнішнє і внутрішнє точіння, свердління, розточування та зенкування отворів, а також нарізання різних типів різьби. Отвір шпинделя 80 мм дає можливість роботи з трубами і прутками великого діаметра. Шпиндель встановлений на прецизійних підшипниках і має затиск Camlock (D1-8). Асинхронний двигун потужністю 5,5 кВт і механічна ступенева коробка передач з важільним перемиканням забезпечують стабільні оберти без просідань і високий крутний момент на низьких швидкостях. Універсальна коробка подач дозволяє нарізати різьбу без зміни шестерень. Масивна конструкція, централізовані точки змащування і вбудована система ЗОР роблять цей універсальний токарний верстат для цеху точним, надійним і безвідмовним. Особливості токарного верстата CORMAK 500×1000 Міжцентрова відстань – 1000 мм Максимальний діаметр обробки над станиною – 500 мм Максимальний діаметр обробки над супортом – 300 мм Асинхронний двигун потужністю 5,5 кВт Трифазне живлення Жорсткий шпиндель на прецизійних підшипниках Отвір шпинделя – 80 мм Затиск шпинделя Camlock (D1-8) Механічна ступенева коробка передач з важільним перемиканням Діапазон обертів шпинделя – 24-1600 об/хв Універсальна коробка подач Ходовий гвинт і ходовий вал Нарізання різьби без частої зміни шестерень Автоматична поздовжня подача у діапазоні 0,072-4,038 мм/об Автоматична поперечна подача у діапазоні 0,036-2,019 мм/об Механізм прискореного ходу Масивний супорт Клинове регулювання напрямних супорта Максимальний розмір різців – 25х25 мм Діаметр пінолі задньої бабки – 65 мм Хід пінолі задньої бабки – 120 мм Система охолодження ЗОР Централізовані точки змащування Монолітна чавунна станина Комбіновані напрямні (призматичні + плоскі) Габаритні розміри – 2420x1150x1550 мм Вага 2280 кг. Часті запитання Для кращого ознайомлення з токарними верстатами такого типу перегляньте відповіді на часті запитання. Навіщо токарному верстату комбіновані напрямні (призматичні + плоскі)? Призматичні напрямні точно утримують супорт по осі, а плоскі зменшують тертя і знос. Разом це дає довготривалу геометричну стабільність навіть при інтенсивній роботі. Навіщо потрібне регулювання клинів у супорті токарного верстата? Регульовані клини дозволяють компенсувати знос напрямних, усунути люфти і зберегти точність без шліфування станини. На що впливає діаметр пінолі задньої бабки токарного верстата? Чим більший діаметр, тим вища жорсткість. Товста піноль менше прогинається, краще тримає центр або свердло і забезпечує стабільність при обробці довгих деталей. Чому в професійних токарних верстатах коробка подач розташована окремо від шпиндельної? Розділення дозволяє незалежно налаштовувати оберти і подачі, зберігати стабільність подач при зміні швидкості шпинделя, забезпечити точне різьбонарізання і спростити обслуговування. Навіщо токарному верстату потрібен окремий ходовий вал, якщо є ходовий гвинт? Ходовий гвинт — це прецизійний елемент, і якщо його використовувати для щоденних поточних задач, він швидко зношується і різьба втрачає точність. Тому для звичайного точіння використовується ходовий вал, що зберігає ресурс гвинта.
| Виробник | Cormak |
|---|---|
| Вага | 2280 кг |
| Відстань між центрами | 1000 мм |
| Внутрішній діаметр шпинделя | 80 мм |
| Гарантувати | 12 місяців |
| Діаметр лопаті хвостового щита | 65 мм |
| Діаметр повороту над супортом | 300 мм |
| Діапазон обертання шпинделя | 24 – 1600 об./хв |
| Дюймова різьба | 1 – 56 T.P.I. |
| Живлення двигуна охолоджувального насоса | 0,9 кВт |
| Загальні розміри | 2420x1150x1550 мм |
| Затискач шпинделя | D1-8 |
| Макс. Діаметр оздоблення над столом | 500 мм |
| Модульна різьба | 0,5 – 3,5 M.P |
| Поздовжня подача | 0,072 — 4,038 мм/переверт |
| Поперечна подача | 0,036 — 2,019 мм/переверт |
| Потужністю | 5,5 кВт |
| Розмір різця | 25×25 мм |
| Ширина столу | 330 мм |
Для публікації відгуку вам необхідно увійти.
Ще немає облікового запису?
Створити обліковий запис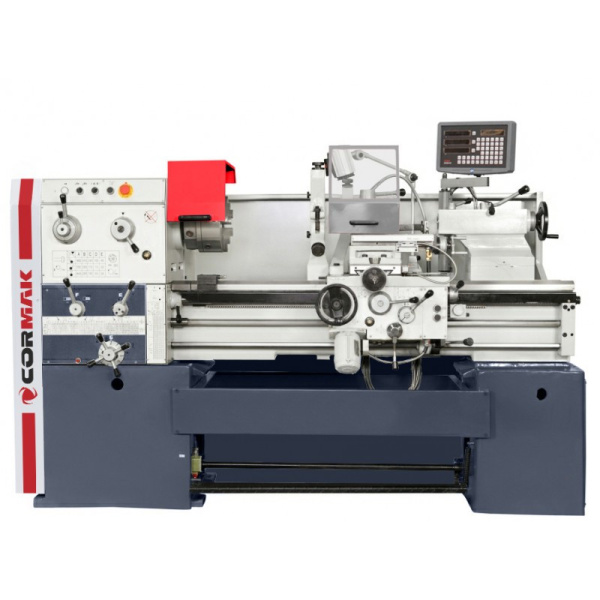












Відгуки
Відгуків немає, поки що.